Check out our Accurpress Control Upgrade!
We can utilize existing Accurpress back gauges and replace the AP2 with our CNC 150, CNC 300 Press Brake Backgauge Control, or the Automec Fasfold press brake controller.Automec’s new Fasfold control system.
Learn more about the Fasfold Control System.
Widescreen Multi touch format; allows ALL important views at once on main screen.
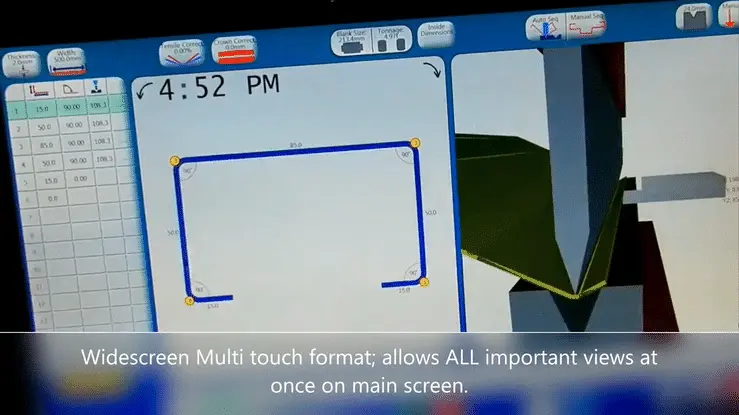
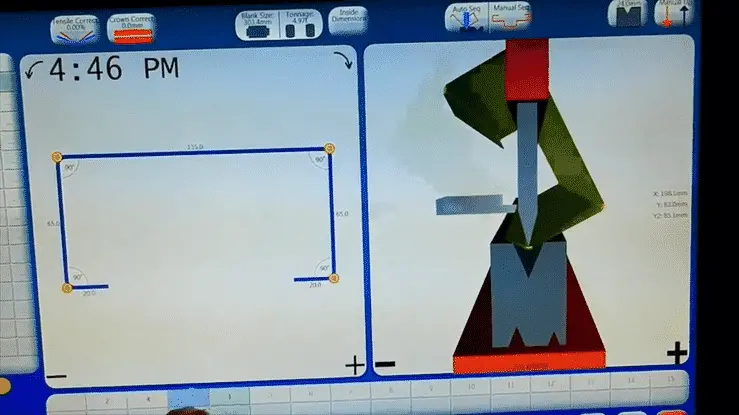
Quickdraw, graphical editing, real-time 2D and 3D simulation, fast and easy programming

Zoom, Pan, Rotate, Scroll and Page click by using two fingers smart phone style

Do rapid inspections, simulate the folding, inspect collisions
Windows 10 platform compatibility for improved security

Online and Offline Press Brake Programming – Download or send jobs via USB or wireless network.

Automec’s CNC150 and CNC 300 Press Brake Backgauge Control
Watch the video below for step by step instructions on replacing the Accurpress® AP2
Automec upgrades its competitors’ existing press brake/ back gauge controls for less than 1/2 the price of purchasing a completely new system. We offer 2-axis control upgrades for Hurco® and Accurpress® back gauges, and we offer to retrofit press brake controls for many press brakes in the field today. Call 781-893-3403 for more information.Our step by step instructional video for replacing the Accurpress® AP2 with an Automec Press Brake Backgauge Control
This video explains removing an obsolete Accurpress AP2 and replacing it with an Automec CNC150 Press Brake Backgauge Control, motor and servo amp. The Accurpress mechanical back gauge is retained.No time to watch the video? Enjoy this Accurpress Press Brake Control Video Transcript
In this video, we will show the retrofitting of Automec 150 CNC 150 control to a 60-ton Accurpress with a malfunctioning AP2 press brake control. This retrofit involves removing the Accurpress motor and replacing it with an automatic motor and amplifier as well as a CNC 150 control. The mechanical structure shown here will remain as all Accurpress original equipment, so there is no need to ship the mechanical structure back to automatic.- One of the most important parts of this upgrade is to make sure the press brake works in a manual mode without the AP2 Press Brake Control. This older system is equipped with micro switches on the side of the press brake. Newer systems have modules call RC1 or ETS 100.
- To verify the manual operation the first thing we do is switch the press brake from CNC to manual. Turn on the press brake and check the function of the press brake micro switches.
- See the function of the top stroke, slow-speed, and bottom of stroke all work correctly without the AP2 in operation.
- One of the first steps is to locate the two micro switches on the side of the mechanical structure and disconnect the wires inside the gray box.
- Once the switches are disconnected just verify that the Press brake still runs.
- Leave the switches in place because they will later be used as an in-limit and an out reference switch.
- The mushroom switch will be used as an emergency stop switch.
- Remove the front microswitch because that’s going to be rewired.
- Remove the diode between the two terminals. We want the switch to be normally closed so we want to verify with a meter. And we can see that it’s normally closed.
- Now you can retighten the screws and reassemble microswitch to the front of the drive rail.
- Now remove the rear image switch. This rear switch will be rewired and become our out limit switch.
- Disconnect two of the wires and remove the unused cable. The other two wires will be connected to the normally open portion of the switch.
- Remove the diode as well. Make sure you choose the wire that has the two conductors.
- Double check the polarity of this switch with a meter to make sure that it is normally open.
- One by one cut the wires from the AP2 press brake control going into the press brake control box. After cutting each one, double check to make sure the press brake still runs.
- We verified so far the press brake is still working.
- When this heavy wire is removed, you’ll need to consult the Automec schematic to jumper the press brake connections.
- Once all the wires are removed you can remove the ap2 control from the Press.
- Now you modify the Accurpress pendent to accept the automatic control with the special brackets provided.
- We stabilize the swiveling head with a locking shaft column as shown. Using the special automatic bracket provided, mount to the rear of the control and assemble.
- Once the bracket is installed, lower the shaft collar and tighten so that the bracket does not pivot.
- Remove 4 bolts from the belt guard and drop the belt guard out of the way. Then remove the 4 bolts, holding the motor to the Bracket.
- Now remove the motor from the bracket. Remove the wires from the motor to the control box.
- Mount the Automec relay board as shown here using the wiring diagram provided.
- Locate the Idler pulley adjust it to its middle of travel.
- Mount the Automec provided motor in place using the 4 screws provided. The motors own weight will provide the correct belt adjustment.
- Drill and tap 4 quarter 20 holes as shown and mount the linear scale on the same plane as the ram movement.
- Mount the gold amplifier box on the frame of the press brake at a location out of harm’s way. Then connect all of the connectors from the gold amplifier box to the control head.
- Route all of the wires through the control pendant, as shown here. And the installation is complete.
- Program the CNC 150 Control in the normal manner. Here we have a 2 axis system running in the depth mode. To calibrate the ram, turn the press brake on and place it into job mode. Jog the ram down until the male punch hits the material.
- Press calibrate C and the ram is referenced and ready to go. We are now ready to run through the job. The system will go out and calibrate, and come into the first position. Each time the ram cycles it will go to a new back gauge position and a new ram depth and a new ram height. Notice that the back gauge and ram offer the same repeatability and speed as the prior AP2 Control.
- This concludes the video on the Automec upgrade of the Accurpress AP2 Press Brake Control.
- One of the most important parts of this upgrade is to make sure the press brake works in a manual mode without the AP2 Control. This older system is equipped with micro switches on the side of the press brake. Newer systems have modules call RC1 or ETS 100.
- To verify the manual operation the first thing we do is switch the press brake from CNC to manual. Turn on the press brake and check the function of the press brake micro switches.
- See the function of the top strobe slow-speed and bottom of strobe all work correctly without the AP2 in operation.
- One of the first steps is to locate the two micro switches on the side of the mechanical structure and disconnect the wires inside the gray box.
- Once the switches are disconnected just verify that the Press brake still runs.
- Leave the switches in place because they will later be used as an in-limit and an out reference switch.
- The mushroom switch will be used as an emergency stop switch.
- Remove the front microswitch because that’s going to be rewired.
- Remove the diode between the two terminals. We want the switch to be normally closed so we want to verify with a meter. And we can see that it’s normally closed.
- Now you can retighten the screws and reassemble microswitch to the front of the drive rail.
- Now remove the reel image switch. This rear switch will be rewired and become our out limit switch.
- Disconnect two of the wires and remove the unused cable. The other two wires will be connected to the normally open portion of the switch.
- Remove the diode as well. Make sure you choose the wire that has the two conductors.
- Double check the polarity of this switch with a meter to make sure that it is normally open.
- One by one cut the wires from the AP2 control moving into the press brake control box. After cutting each one, double check to make sure the press brake still runs.
- We verified so far the press brake is still working.
- When this heavy wire is removed, you’ll need to consult the Automec schematic to jumper the press brake connections.
- Once all the wires are removed you can remove the ap2 control from the Press.
- Now you modify the Accurpress pendent to accept the automatic control with the special brackets provided.
- We stabilize the swiveling head with a locking shaft column as shown. Using the special automatic bracket provided, mount to the rear of the control and assemble.
- Once the bracket is installed, lower the shaft collar and tighten so that the bracket does not pivot.
- Remove 4 bolts from the belt guard and drop the belt guard out of the way. Then remove the 4 bolts, holding the motor to the Bracket.
- Now remove the motor from the bracket. Remove the wires from the motor to the control box.
- Mount the Automec relay board as shown here using the wiring diagram provided.
- Locate the Idler pulley adjust it to its middle of travel.
- Mount the Automec provided motor in place using the 4 screws provided. The motors own weight will provide the correct belt adjustment.
- Drill and tap 4 quarter 20 holes as shown and mount the linear scale on the same plane as the ram movement.
- Mount the gold amplifier box on the frame of the press brake at a location out of harm’s way. Then connect all of the connectors from the gold amplifier box to the control head.
- Route all of the wires through the control pendant, as shown here. And the installation is complete.
- Program in the CNC 150 Control in the normal manner. Here we have a 2 axis system running in the depth mode. To calibrate the ram, turn the press brake on and place it into job mode. Jog the ram down until the male punch hits the material.
- Press calibrate C and the ram is referenced and ready to go. We are now ready to run through the jog. The system will go out and calibrate, and come into the first position. Each time the ram cycles it will go to a new back gauge position and a new ram depth and a new ram height. Notice that the back gauge and ram offer the same repeatability and speed as the prior AP2 Control.
- This concludes the video on the Automec upgrade of the Accurpress AP2 Press Brake Control.