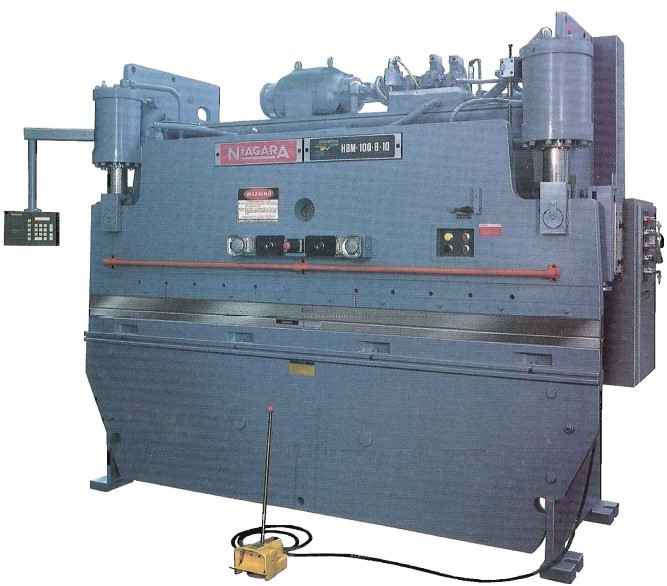
This article is an overview of the 1980’s Niagara Press Brakes, HBM Series, including its core features and options. If you own Niagara Press brakes, you already know that the manufacturer is no longer in business. As a result, its controls and back gauges are no longer being manufactured. Fortunately, there are still options for a retrofit and/or buy OEM press parts. If your Niagara Press Brake needs a retrofit, modernization, and/or a new press brake control system you should contact one of our account representatives at (781) 893-3403.
Niagara Press Brakes – Series HBM: 100- to 350-Ton Capacities
- Developed to meet press brakes in the 100- thru 350- ton range.
- Designed to require minimal operator skill.
- A variety of features designed to maximize work accuracy to achieves high output at a low cost.

How Accurate are Niagara HBM Series Marathon Line Hydraulic Press Brakes?
The following specifications are considered good for machines sold in the 1980s. Hence the accuracy of .001 was considered good in the 1980’s. Today’s hydraulic press brakes can achieve Accuracy and repeatability up to 0.0004″. Moreover, Electric Press Brakes like CoastOne C and G Series Electric Press Brakes Offers an extreme accuracy of 0.000079 inches! Also known as 1 micron!
- Repeatability within .001″ of the bottom stop setting of the ram. While this degree of machine accuracy was considered good, spring back of the formed material was a factor controlling angular tolerances obtainable. Different degrees of springback’ result from variations in ductility, hardness, and internal stresses that occur even within one sheet of material. Springback will change also because of the different grain direction encountered when forming two adjacent edges of the same blank. Other factors that effect the bend angle obtained are variations in tensile strength and thickness of the material.
- Niagara’s BED REFERENCED stroke control improves repeatability on parts of different lengths, involving different loads, without adjusting bottom stop settings. By measuring the distance between bed and ram in each cycle, independent of housing deflection, bottom stroke positioning is repeated with accuracy.
Fig. 3 Niagara’s Bed referenced stroke control - Parallelism is monitored by the proportioning servo valve that maintains ram level continuously, directly from a tool steel tape. An inherently self-leveling series hydraulic circuit augments the precision servo level control.
- Piston alignment is maintained by multiple wear resistant bearing points within the cylinder. Piston rods are attached to the ram with precision, spherical bearings that are self-aligning in all directions for uniform load application (Figs. 5 & 6 below).
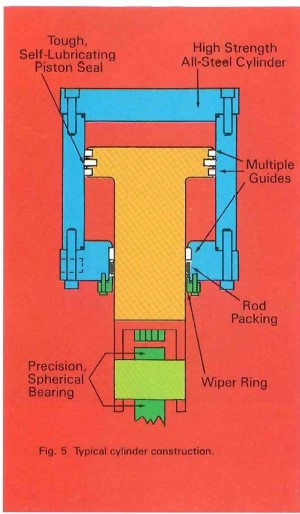
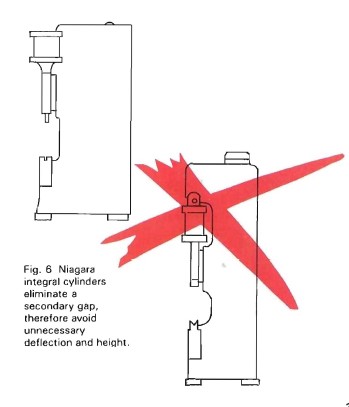
Fig. 6 Niagara integral cylinders eliminate a
secondary gap,
therefore avoid
unnecessary
deflection and height.
- Self-lubricating, durable, nonmetallic ways, held in place by counter-sunk bronze screws (Fig. 7). prevent galling of the bearing surfaces and enable absolute minimum running gib clearance to assure accurate ram guiding during the working portion of the stroke. No auxiliary lubrication is required.

- Computer-aided modular frame design. using Finite Element Analysis, provides maximum rigidity plus a low-height profile. Bed and ram are thermally stress relieved to insure accuracy.
Multi-Speed System – Operating your Niagara Press Brakes
- Rapid advance and return speeds increase cycle rates by minimizing ram travel time during nonproductive portions of the stroke. Anti-Backbend (slow) speed simplifies operator control and avoids work spoilage caused by whip-up/back bending. A selector switch permits choosing from the following speed combinations, depending on the type of work to be formed. (The point of speed change is fully adjustable. )
- Normal speed throughout working stroke.
- Rapid advance with automatic change to normal.
- Rapid advance with automatic change to Anti-Backbend (Fig. 8).
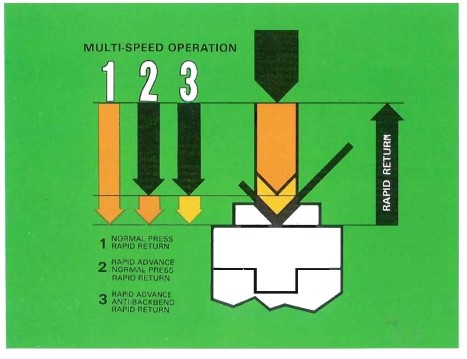
Fig. 8 Multi·speed operation
- Operator’s Control Station, with two SINGLE STROKE buttons, two INCH buttons, and RAM STOP button, is mounted on the ram.
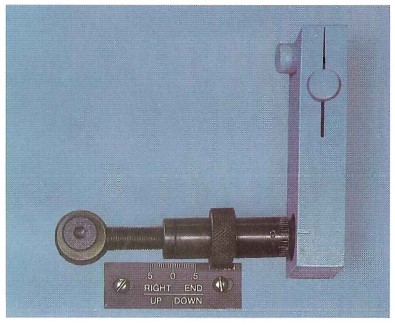
- Front-operated micrometer-type tilt adjustment (Fig. 9) is graduated in .001″ increments, permitting ram tilt adjustments up to Y,” in either direction.
Setting up your Niagara Press Brakes – Quick Set-up
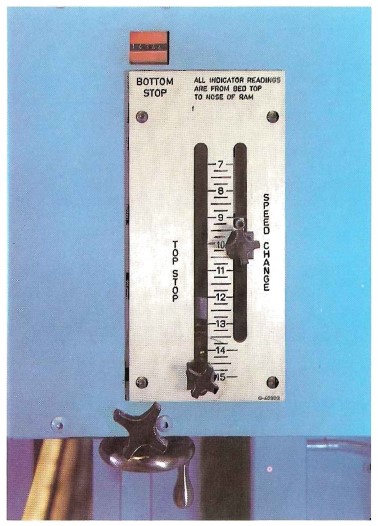
- Electromechanical stroke control housed in a single enclosure on the R.H. side. Bottom stroke limit is manually set with a precision lead screw and displayed by a digital readout calibrated in .001″ increments. Unit includes convenient speed change and top stroke positioning with slideable pointers and indicating scales (Fig. 10).
- Set-up control selector switch, mounted on the control panel, allows the ram to be maintained at bottom stroke while making fine adjustments to the bend angle (Fig. 11).

- Ram travel may be reversed at any point in the cycle by use of RAM UP or RAM DOWN buttons (Fig . 12).

- Bed is machined flat (crowning is provided on the optional filler block) and is provided with dovetail slots front and back for mounting gages, a full length center slot, and equally- spaced front-to-back “T” slots for securing filler blocks or tooling. Ram has sectional die clamps for quick, convenient die changing and a front-mounted, operator’s handrail (Fig. 13) .

WARNING:
Because a press brake is multi-purpose equipment used for a multitude of applications, the press brake manufacturer cannot equip it with a point-of-operation guard that will be universally effective. It is, therefore, the responsibility of the employer to select and install effective point-of-operation guards in accordance with ANSI B11.3 standards.
Versatility
- Full tonnage is available throughout the stroke in Normal and Anti-Backbend speeds. The requirements of each job can be quickly and easily set up with the Electromechanical Stroke Control. (Fig. 10) Scribed line work can be accomplished with a RAM ARREST feature (Fig. 14) which stops the ram at any preselected point prior to material contact.

- Angle brackets or bed adaptors (optional) accommodate a wide range of tooling. Angle brackets (Fig. 25) may be mounted on machined surfaces of the bed or ram, adaptors (Fig. 26) may be mounted on machined surfaces of the bed.

Fig. 26 CNC Syslem 4000 Multi-Axis Control

Dependability
- Self-lubricating, replaceable, nonmetallic ways (Fig. 7) prevent galling and provide long service life. No auxiliary lubrication system is required.
- High strength, all-steel cylinders (Figs. 5 & 6) are interlocked with the housings for direct frameloading to eliminate shear loads on the prestressed connecting bolts. The inside cylinder surface is honed to a mirror finish to minimize wear and provide a superior oil seal between cylinder and piston. Nonmetallic piston rings and multiple bearing rings (on the piston and piston rod) assure uniform guiding and long trouble-free service.
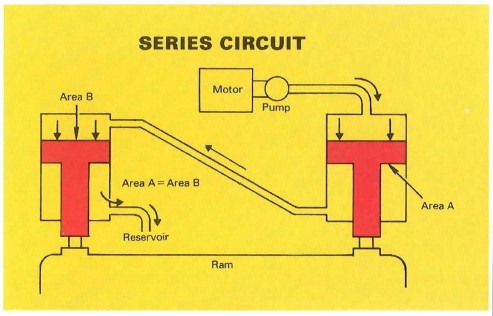
- Cylinders are locked together in a rigid series hydraulic circuit (Fig. 4), causing both pistons to automatically equalize even under conditions of unbalanced loading. This simplified circuit reduces valve requirements as much as 50% over other designs.
- Compact, precision machined, aluminum manifold block incorporates off-the-shelf components, minimizes piping, and consolidates “0” ring mounted valves. High pressure piping and hoses have straight threads with “0” ring seals (Fig. 16).
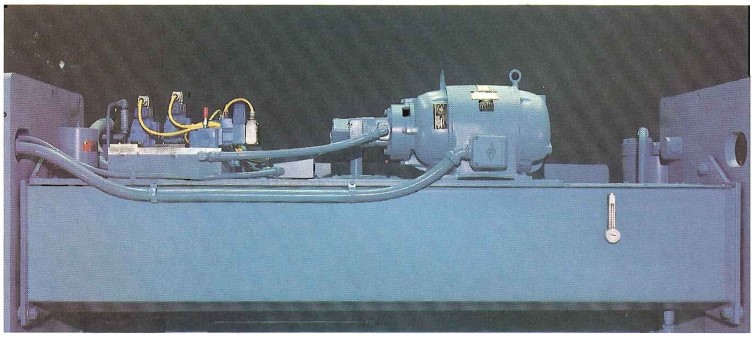
- Quiet, vane-type, constant-volume pumps utilize a replaceable cartridge design that facilitates low-cost maintenance. These energy-efficient pumps are located outside the reservoir in keeping with good hydraulic design practice.
- Filtration of contaminants, as small as 10 microns, is accomplished with telltale intake and discharge filters. A built-in magnetic trap and air-breather filter provide added protection against contaminants.
- Reservoir of large capacity facilitates effective heat dissipation. Temperature and fluid level gages are provided . Unit is top mounted (Fig. 16) for maximum, unobstructed work area. Run-in oil is drained prior to shipment to remove any possible contaminants, improve shipping stability, and avoid undesirable frame loads during shipment. Niagara
recommends refilling with Mobil DTE 25 or an equivalent after installation on site. - Hydraulic pressure test stations are provided for checking system pressures.
- Diagnostic operating lights (Fig. 17) monitor each solenoid valve. Hydraulic pressure test stations are provided for checking system pressures.

Niagara Press Brake Controls
- Main Control Cabinet is a NEMA 12 enclosure mounted on the right housing containing : Fusible main disconnect switch, magnetic non-reversing motor starter, relays, and 120-volt control “circuit transformer.
- Master Operator’s Control panel (Fig. 15). including: Illuminated main motor START button and a STOP button.

Lockable selector switch for OFF, INCH or SINGLE STROKE.
Lockable selector switch for HAND or FOOT operation.
Lockable selector switch for MANUAL or AUTOMATIC return to top in single stroke mode.
Speed selector switch for NORMAL, RAPID to NORMAL or RAPID to ANTI-BACKBEND.
Lockable SETUP Control Selector switch.
RAM ARREST selector switch.
Diagnostic operating lights (Fig. 17).
Ground-connected indicator light.
- Operator’s Station, ram mounted (Fig. 18) includes two SINGLE STROKE palm buttons, two INCH buttons (require concurrent use with both hands), and a RAM STOP button.
- Portable, Shrouded Foot Switch for use when bending wide sheets.
- Directional lights (Fig . 12) front mounted. UPDOWN lights indicate direction in which ram is traveling or will travel when controls are activated.
- RAM UP and RAM DOWN buttons
Electrical and Hydraulic Equipment
- Meets requirements of NFPA No. 79, JIC-EPG-l and construction requirements of ANSI B-11.3 Standards. Includes drip-proof, continuous duty 45°C ambient hydraulic pump motor wired for 230- or 460-volt, three-phase 60 Hertz.
Optional Extras
- Narrow-type, crowned filler block
- Universal-type, 4-way, crowned filler block.
- Vari-Crown deflection-compensating filler block with single point manual adjustment and countertype indicator readout for reference positioning. Accepts standard V dies or 3%” square 4-way dies. Angular tolerances over any length of bend can be held within ± Y, o.
- Ultra-precision Vari-Crown deflection-compensating filler block (Fig. 19) achieves highest degree of accuracy with single point manual adjustment and counter-type indicator readout for reference positioning. Accepts standard V dies or 3%” square 4-way dies. Angular tolerances over any length of bend can be held within ± Y. o. CNC version of this device is also available.
- Automatic Crowning (Fig. 18) with unique, triple plate bed construction compensates automatically for bed and ram deflection in direct proportion to the load being exerted. Angular tolerances over any length of bend can be held within ± Y2 degree, depending upon material variations, without time consuming shimming. Accepts a standard Niagara filler block and V dies.
- Tonnage indication gage, flush mounted in ram, permits observation of actual tonnage being exerted.
- Tonnage limiter calibrated dial adjustment limits maximum tonnage to protect delicate dies and lor materials. Ram does not automatically reverse direction when preset tonnage is attained.
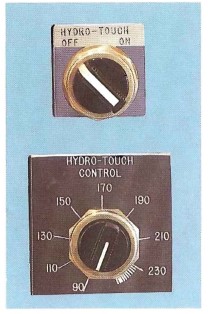
- Hydro-touch control calibrated dial adjustment (Fig. 20) automatically reverses ram travel when a preselected tonnage is attained. For use with bottoming applications only (minimum tonnage 30% of capacity).
- Bed adaptors. Bolt-on units (Fig . 26) increase width of bed top by 5 :Y4 n over nominal length between housings to provide added support to wide dies. Furnished as a pair, each adaptor incorporates a L-to-R dovetail slot for mounting gage brackets, plus F-to-B “r’ slots that align with slots in the bed top.
- Angle brackets (Fig. 25) for installation over the nominal distance between housings. (Fig. 19) Ultra precision Vari-Crown deflection·componsating device.
- Additional ram-mounted operator’s station. Each station includes two SINGLE STROKE palm buttons with protective rings and one RAM STOP button plus an IN-OUT selector with ON(OFF indicator lights.
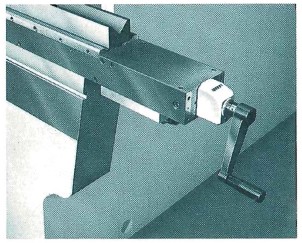
- Front-operated, manual- or power-adjusted, dualbracket backgage, 24″ range (Fig. 22) features single hand wheel (Fig. 23) or power control (Fig. 24) adjustment through precision ball bearing lead screws. A .001″ digital readout indicates gage position. (Cannot be used with angle brackets or bed adaptors .)

Niagara CNC systems were optional and had limited features compared with today’s technology.
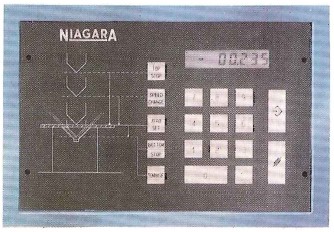
- CNC 500 “Y” axis stroke control (Fig. 27). Pendant-mounted keypad for entry and LCD display of ram position or programmable function being entered. Set-up of all ram functions. Inch or metric programming.
- CNC 4000 Multi-Axis Control (Fig. 26) with Y 1 and Y2 Ram Servo Controls . Featured are: pendant mounted keypad and 12″ CRT screen; standard 3 1/2″ floppy disc drive which allows storing program data; automatic calculation of bending tonnage; programmable bottom stroke position by entry of bend angle, linear depth, or maximum tonnage desired (Hydro-Touch); automatic tonnage limiter; bidirectional RS-232C serial communication link; completed parts counter.
- Hydro-touch feature standard for CNC 500 and 4000 Controls (programmable stroke reversal by the desired tonnage).
CNC Press brake Controls may still be available for your Niagara Machine
The Niagara CNC control systems described above came as an option and have standard 3 1/2″ floppy disc drive are ancient history in terms of today’s technology. Fortunately, if your Niagara press brake mechanics are still good you may be able to upgrade your Niagara machine and CNC controls with one of Automec’s Backgauging Systems. Contact us at (781) 893-3403
- Quick Clamp provides instant clamping or unclamping of press brake dies to facilitate quick die changes: Clamping is spring-applied and hydraulic released. Lower clamps, when supplied, are incorporated in a special filler block.
- Ram and bed extensions
- High Speed System rivals mechanical press brake productivity. (See Specifications below)
- Variety of press brake dies and certain other gaging equipment are available for this press brake line.
- Heaters and Coolers are available for operation under extreme temperature conditions.
Die space dimensions

How to computing bending tonnages for your Niagara Hydraulic Press Brake
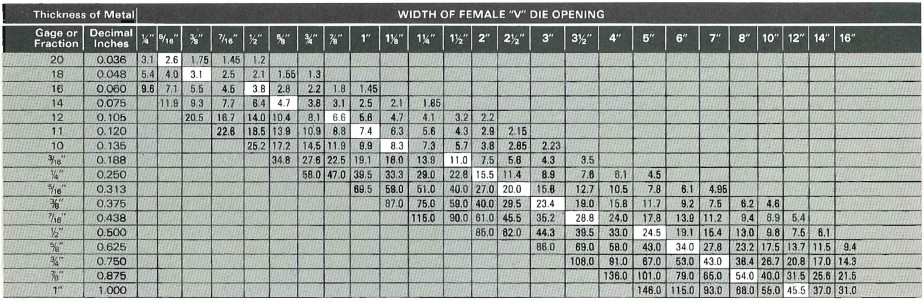
TONS PRESSURE REQUIRED PER LINEAR FOOT TO BEND MILD STEEL WITH “AIR BEND” DIES
Tonnages are for air bends. Dies do not bottom solidly. Tonnages printed in white panels result from use of V-Die openings eight times metal thickness up to Y2″. For material % n to 1″ and high tensile steel, die openings of 10 times material thickness are recommended, and for material 1″ and thicker, die openings of 12 times metal thickness are recommended, to prevent cracking. The use of a V-Die opening of eight times metal thickness will result in a bend having an inside radius approximately equal to the thickness of the material. The above values are for mild steel having tensile strength of 60,000 pounds per square inch. The bending pressure varies directly with the tensile strength, regardless of the material. Example: For stainless steel having 80,000 pounds per square inch T.S., multiply values in above table by 1. 33.
Niagara Series HBM Press Brake Specifications

*Bending capacity is based on Air Bending, using V-die opening of B times material thickness up 10 Y, “. For y,” to 1″ thick material, V-die openings of 10 times are used .
** “For optional high speeds , see table below.
Optional high speeds in place of standard speeds

More Vintage 1980’s Niagara Press Brake Series



Do you need help with your Niagara Press Brake? Contact an Automec expert to discuss your needs?
Automec, Inc. can help! We are the industry leader in retrofitting press brakes and shears. Our positioning systems consist of a programmable control where the operator enters a dimension and a motorized gauging mechanism automatically moves through a sequence of programmed dimensions. These systems can be retrofitted to press brakes, shears, cut-off saws and punches.
Whether you need a press brake retrofit or a new press brake, contact us at (781) 893-3403 for help.