(Download rear gauge assemblies)
10 – 1 DESCRIPTION
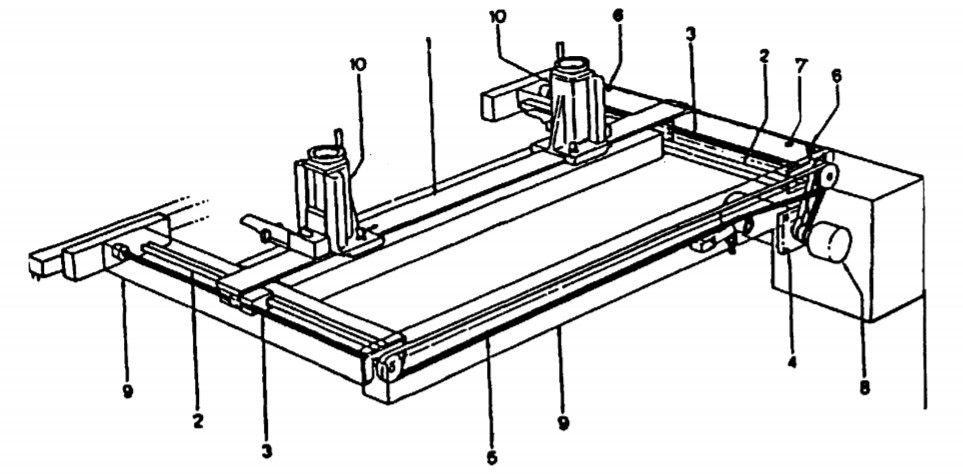
The mechanical part of the back gauge assembly.
The mechanical part of the back gauge unit is made up of a compact assembly attached to the lower beam on the press. A DC motor (item 4) is attached to the rear of the compact assembly and transmits movement via notched belts (item 5) to one (model 412) or two (model 600) ball screws.
The rotation of the ball screws moves the mobile crosspiece.
A group of casings (item 9) protect the mechanisms in the rear gauge assembly unit and provide operator safety.
Two proximity detectors (items 6 and 7) front and rear stop the movement at the end of the strokes.
The positioning of the sheet is regulated by the two slide runners (item 10) that are adjustable over the entire length of the slide guide plate (item 1). Each slide runner is fitted with stop finger articulated upward.
An encoder (item 8) coupled to the motor (item 4) generates counting and resetting signals.
Motor driver on stop fingers:
The mobile fingers are motor driven to provide programmed and automatic vertical movement for the stay following a predetermined sequence over the entire length of the stroke (150 mm).
Via a belt, a DC motor transmits movement to a threaded bolt (master bolt) which moves the stop finger. The end of the lower stroke is controlled by a proximity detector used to realign the assembly.
10 – 2 REAR GAUGE ASSEMBLY MECHANISM ON MODEL 412

- Slide guide plates
- Guide spindles
- Ball screw
- Motor
- Transmission system
- Inductive sensors
- Detector
- Encoder
- Casing
- Slide
10 – 3 REAR GAUGE ASSEMBLY MECHANISM ON MODEL 600
- Slide guideplate
- Guide spindles
- Ball screw
- Motor
- Transmission system
- Inductive limit switches
- Adjustment sensor (ITPS only)
- Encoder
- Casing
- Slides

X-AXIS
R1 AXIS, motor-driven R2

Z-AXIS

BACK TO AMADA PROMECAM HYDRAULIC PRESS BRAKE TECHNICAL MANUAL
Back to 9) – Amada Promecam Press Brake Technical Description
Continue to 11) – LOCATION OF CONTROL DEVICES
Download the full Amada Promecam ITS Hydraulic Press Brake 45899 Manual
About Automec, Inc.
If you are having issues with your Press Brake and need a Backgauge Control Upgrade Kit you have come to the right place. Automec is the industry leader in Retrofitting Pressbrakes and Shears.
Our positioning systems consist of a programmable control where the operator enters a dimension and a motorized gauging mechanism automatically moves through a sequence of programmed dimensions. These systems can be retrofitted to press brakes, shears, cut-off saws and punches.
Whether you need a press brake retrofit or a new press brake, contact us at (781) 893-3403 for help.